Инструкции к модели Ресанта САИПА-220 Синергия
Инструкция по эксплуатации для Ресанта САИПА-220 Синергия на русском языке в PDF.
Инструкции:
Инструкция по эксплуатации Ресанта САИПА-220 Синергия









Сводка
Ред. 2 3 УВАЖАЕМЫЙ ПОКУПАТЕЛЬ! Выражаем благодарность за Ваш выбор и гарантируем высокое качество, безупречное функционирование приобретенного Вами изделия марки «Ресанта», при соблюдении правил его эксплуатации. В настоящее время над производством сварочного оборудования работает крупный научно-исс...
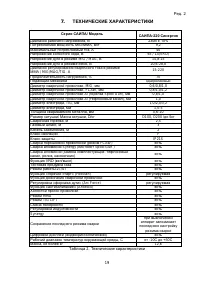
4 СОДЕРЖАНИЕ 1. ОБЩИЕ СВЕДЕНИЯ ................................................................................................... 5 2. ПРАВИЛА БЕЗОПАСНОСТИ ..................................................................................... 7 3. ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ ........................
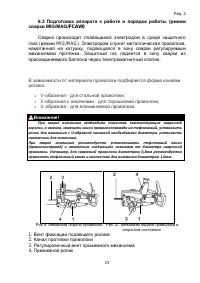
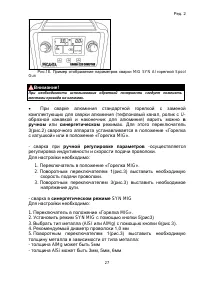
6 металле приводит к дефектам сварного шва. С этой целью и применяются защитные газы в баллонах: аргон, гелий, углекислота или их смеси. • Полуавтоматическая сварка порошковой проволокой без использования защитного газа (режим FCAW). Данными способами возможно производить сварку и наплавку всех типо...
Ресанта Сварочное оборудование Инструкции
-
 Ресанта МС-6
Инструкция по эксплуатации
Ресанта МС-6
Инструкция по эксплуатации
-
Ресанта МС-5(М)
Инструкция по эксплуатации
-
Ресанта МС-4
Инструкция по эксплуатации
-
Ресанта МС-3
Инструкция по эксплуатации
-
Ресанта МС-2
Инструкция по эксплуатации
-
Ресанта МС-1
Инструкция по эксплуатации
-
 Ресанта САИПА-500 (MIG/MAG)
Инструкция по эксплуатации
Ресанта САИПА-500 (MIG/MAG)
Инструкция по эксплуатации
-
Ресанта САИПА-350 (MIG/MAG)
Инструкция по эксплуатации
-
 Ресанта САИПА-250 (MIG/MAG)
Инструкция по эксплуатации
Ресанта САИПА-250 (MIG/MAG)
Инструкция по эксплуатации
-
 Ресанта САИПА-220 (MIG/MAG)
Инструкция по эксплуатации
Ресанта САИПА-220 (MIG/MAG)
Инструкция по эксплуатации
-
Ресанта САИПА-200(С) (MIG/MAG)
Инструкция по эксплуатации
-
 Ресанта САИПА-220
Инструкция по эксплуатации
Ресанта САИПА-220
Инструкция по эксплуатации
-
Ресанта САИПА-200
Инструкция по эксплуатации
-
 Ресанта САИПА-190 МФ
Инструкция по эксплуатации
Ресанта САИПА-190 МФ
Инструкция по эксплуатации
-
Ресанта САИПА-165 (MIG/MAG)
Инструкция по эксплуатации
-
Ресанта САИПА-165
Инструкция по эксплуатации
-
Ресанта САИПА-135
Инструкция по эксплуатации
-
Ресанта САИПА-135 (MIG/MAG)
Инструкция по эксплуатации
-
 Ресанта САИ-250АД AC/DC
Инструкция по эксплуатации
Ресанта САИ-250АД AC/DC
Инструкция по эксплуатации
-
 Ресанта САИ-230АД
Инструкция по эксплуатации
Ресанта САИ-230АД
Инструкция по эксплуатации