стр. 3 - СОДЕРЖАНИЕ
3 СОДЕРЖАНИЕ 1. УКАЗАНИЯ ПО ИСПОЛЬЗОВАНИЮ РУКОВОДСТВА ПО ЭКСПЛУАТАЦИИ 4 2. ДЕКЛАРАЦИЯ СООТВЕТСТВИЯ 4 3. ОБЩЕЕ ОПИСАНИЕ 5 4. МЕРЫ БЕЗОПАСНОСТИ 4.1. Условия эксплуатации оборудования4.2. Меры безопасности при проведении сварочных работ4.3. Пожаровзрывобезопасность4.4. Меры безопасности при работе с га...
стр. 4 - использованием оборудования.; ОБРАТИТЬ ВНИМАНИЕ! Особенности, требующие повышенного внимания; ДЕКЛАРАЦИЯ СООТВЕТСТВИЯ
4 1. УКАЗАНИЯ ПО ИСПОЛЬЗОВАНИЮ РУКОВОДСТВА ПО ЭКСПЛУАТАЦИИ Пожалуйста, внимательно ознакомьтесь с данным руководством перед установкой и использованием оборудования. Руководство является неотъемлемой частью аппарата и должно сопровождать его при изменении местоположения или перепродаже. Информация, ...
стр. 6 - ВНИМАНИЕ! Не используйте данные аппараты для размораживания; МЕРЫ БЕЗОПАСНОСТИ ПРИ ПРОВЕДЕНИИ СВАРОЧНЫХ РАБОТ
6 4. МЕРЫ БЕЗОПАСНОСТИ При неправильной эксплуатации оборудования процесс сварки представляет собой опас- ность для сварщика и людей, находящихся в пределах или рядом с рабочей зоной. При эксплуатации оборудования и последующей его утилизации необходимо соблюдать требования действующих государственн...
стр. 7 - МЕРЫ БЕЗОПАСНОСТИ ПРИ РАБОТЕ С ГАЗОВЫМИ БАЛЛОНАМИ
7 • Не надевайте контактные линзы, интенсивное излучение дуги может привести к их склеиванию с роговицей. • Процесс сварки сопровождается поверхностным шумом, при необходимости исполь- зуйте средства защиты органов слуха. • Помните, что заготовка и оборудование сильно нагреваются в процессе сварки. ...
стр. 8 - ВНИМАНИЕ! При поражении электрическим током прекратите сварку,
8 • Баллоны должны находиться на значительном расстоянии от места сварки, чтобы избе- жать воздействия на них пламени или электрической дуги, а также не допустить попадания на них брызг расплавленного металла. • Закрывайте вентиль баллона при завершении сварки.• При использовании редукторов и другог...
стр. 9 - ВНИМАНИЕ! Несмотря на защиту корпуса аппарата от попадания влаги,
9 • Не закручивайте сварочные провода вокруг себя или вокруг оборудования, будьте особенно внимательны при использовании кабелей большой длины. • Не касайтесь одновременно силового кабеля электрододержателя и провода заземле- ния. • Заземление свариваемых деталей эффективно сокращает электромагнитны...
стр. 10 - ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ; Наименование параметра
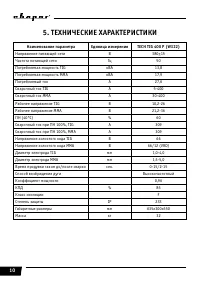
10 5. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ Наименование параметра Единица измерения TECH TIG 400 P (W322) Напряжение питающей сети В 380±15 Частота питающей сети Гц 50 Потребляемая мощность TIG кВА 13,8 Потребляемая мощность MMA кВА 17,9 Потребляемый ток А 27,6 Сварочный ток TIG А 5-400 Сварочный ток MMA А 30...
стр. 11 - На
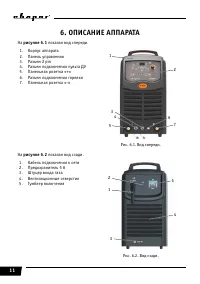
11 6. ОПИСАНИЕ АППАРАТА На рисунке 6.1 показан вид спереди. 1. Корпус аппарата2. Панель управления3. Разъем 2 pin4. Разъем подключения пульта ДУ5. Панельная розетка «+»6. Разъем подключения горелки7. Панельная розетка «-» Рис. 6.1. Вид спереди. На рисунке 6.2 показан вид сзади. 1. Кабель подключения...
стр. 12 - ОПИСАНИЕ ФУНКЦИОНИРОВАНИЯ
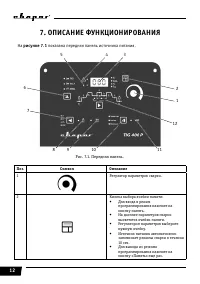
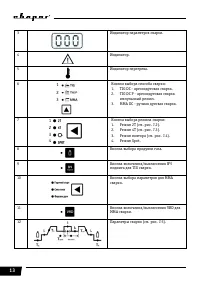
12 7. ОПИСАНИЕ ФУНКЦИОНИРОВАНИЯ На рисунке 7.1 показана передняя панель источника питания. Рис. 7.1. Передняя панель. Поз. Символ Описание 1 Регулятор параметров сварки. 2 Кнопка выбора ячейки памяти: • Для входа в режим программирования нажмите на кнопку память. • На дисплее параметров сварки высве...
стр. 17 - ВНИМАНИЕ! В режиме повтора цикл сварки можно повторять неограни-
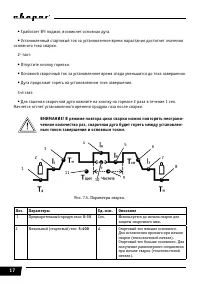
17 • Сработает ВЧ поджиг, возникнет основная дуга. • Установленный стартовый ток за установленное время нарастания достигнет значения основного тока сварки. 2- такт: • Отпустите кнопку горелки. • Основной сварочный ток за установленное время спада уменьшится до тока завершения. • Дуга продолжит горе...
стр. 18 - Высокочастотный поджиг HF; позволяет зажечь TIG дугу без касания к изделию.; ° и начинайте сварку.
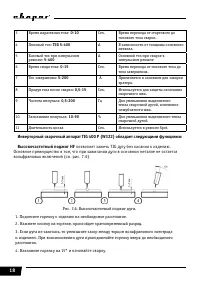
18 3 Время нарастания тока: 0-10 Сек. Время перехода от стартового до пикового тока сварки. 4 Пиковый ток: TIG 5-400 А В зависимости от толщины основного металла. 5 Базовый ток при импульсном режиме: 5-400 А Основной ток при сварке в импульсном режиме 6 Время спада тока: 0-15 Сек. Время перехода от ...
стр. 19 - для обеспечения лучшего поджига дуги в начале сварки. Инвертор
19 Форсаж дуги рекомендуется при сварке покрытыми электродами на малых токах. Если по каким-либо причинам сварочная дуга начинает затухать в процессе сварки, происходит автоматический набор силы сварочного тока до настроенной величины (см. рис. 7.7). Рис. 7.7. Форсаж дуги. Горячий старт для обеспече...
стр. 20 - ПОДГОТОВКА АППАРАТА К РАБОТЕ ДЛЯ TIG СВАРКИ; про ПВ горелки. При увеличении ПВ горелка выйдет из строя. Горелка с
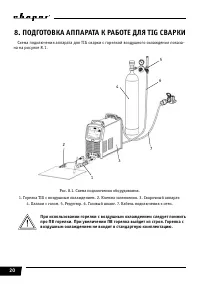
20 8. ПОДГОТОВКА АППАРАТА К РАБОТЕ ДЛЯ TIG СВАРКИ Схема подключения аппарата для TIG сварки с горелкой воздушного охлаждения показа- на на рисунке 8.1. Рис. 8.1. Схема подключения оборудования. 1. Горелка TIG с воздушным охлаждением. 2. Клемма заземления. 3. Сварочный аппарат. 4. Баллон с газом. 5. ...
стр. 21 - портной тележкой показана на рисунке 8.2.; Транспортная тележка и теплообменник не входят в стандартную
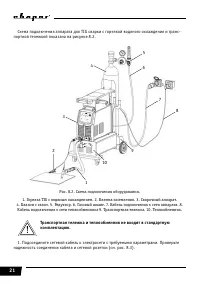
21 Схема подключения аппарата для TIG сварки с горелкой водяного охлаждения и транс- портной тележкой показана на рисунке 8.2. Рис. 8.2. Схема подключения оборудования. 1. Горелка TIG с водяным охлаждением. 2. Клемма заземления. 3. Сварочный аппарат. 4. Баллон с газом. 5. Редуктор. 6. Газовый шланг....
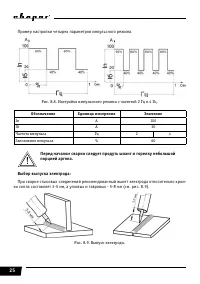
стр. 25 - Пример настройки четырех параметров импульсного режима.; Перед началом сварки следует продуть шланг и горелку небольшой
25 Пример настройки четырех параметров импульсного режима. Рис. 8.8. Настройка импульсного режима с частотой 2 Гц и 4 Гц. Обозначение Единица измерения Значение Iп А 100 Iб А 30 Частота импульса Гц 2 4 Заполнение импульса % 60 Перед началом сварки следует продуть шланг и горелку небольшой порцией ар...
стр. 26 - вание сварочного шва. Старайтесь держать горелку под углом 90°(по
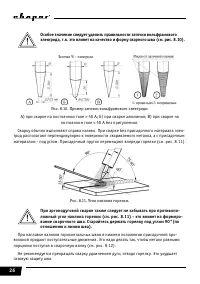
26 Особое значение следует уделить правильности заточки вольфрамового электрода, т.к. это влияет на качество и форму сварного шва (см. рис. 8.10). Рис. 8.10. Пример заточки вольфрамового электрода: А) при сварке на постоянном токе > 50 A; Б) при сварке алюминия; В) при сварке на постоянном токе &...
стр. 27 - составу основного металла.; Данные рекомендации носят ознакомительный характер.
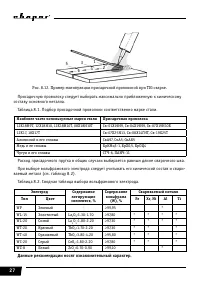
27 Рис. 8.12. Пример манипуляции присадочной проволокой при TIG сварке. Присадочную проволоку следует выбирать максимально приближенную к химическому составу основного металла. Таблица 8.1. Подбор присадочной проволоки соответственно марке стали. Наиболее часто используемые марки стали Присадочная п...
стр. 30 - ПОДГОТОВКА АППАРАТА К РАБОТЕ ДЛЯ MMA СВАРКИ; ВНИМАНИЕ! При неплотном подсоединении кабелей возможны выгора-
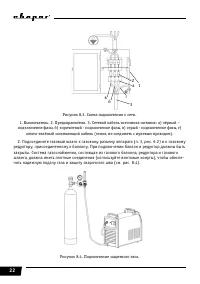
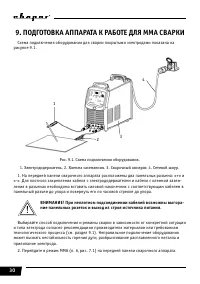
30 9. ПОДГОТОВКА АППАРАТА К РАБОТЕ ДЛЯ MMA СВАРКИ Схема подключения оборудования для сварки покрытыми электродами показана на рисунке 9.1. Рис. 9.1. Схема подключения оборудования. 1. Электрододержатель. 2. Клемма заземления. 3. Сварочный аппарат. 4. Сетевой шнур. 1. На передней панели сварочного ап...
стр. 32 - дуги вплоть до частых кратковременных замыканий.
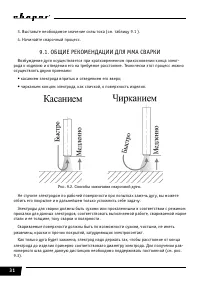
32 Рис. 9.3. Схема образования дуги: А) короткое замыкание; Б) образование дуги; В) правильное положение электрода при сварке, где: 1 - металл, 2 - электрическая дуга, 3 - электрод, Lд - расстояние от электрода до поверхности сварочной ванны. Длина дуги при сварке покрытым электродом считается норма...
стр. 33 - — заготовка подсоединена к разъему «-», а электрододержатель
33 Существует два способа подключения сварочного оборудования для работы на постоянном токе (см. рис. 9.5): Рис. 9.5. Способы подключения. • прямая полярность — электрододержатель (горелка) подсоединен к разъему «-», а заготовка к «+»; • обратная полярность — заготовка подсоединена к разъему «-», а ...
стр. 34 - талла при сварке в нижнем положении:
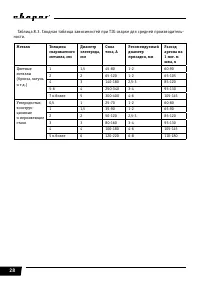
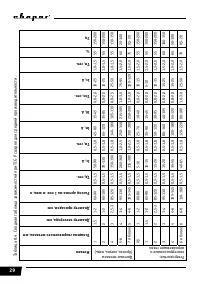
34 Зависимость силы сварочного тока от диаметра электрода и толщины свариваемого ме- талла при сварке в нижнем положении: Таблица 9.1. Сводная таблица зависимостей при ММА сварке. Диаметр электрода, мм Сварочный ток, А Толщина металла, мм 1,5 25-40 1-2 2 60-70 3-5 3 90-140 3-5 4 160-200 4-10 5 220-2...
стр. 35 - ВЫБОР РАЗДЕЛКИ КРОМОК СВАРИВАЕМОГО МЕТАЛЛА
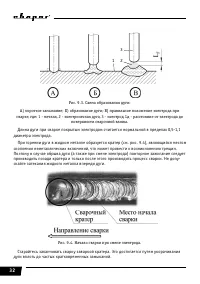
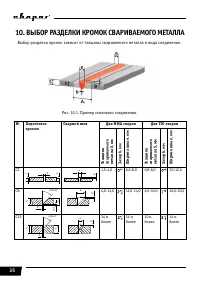
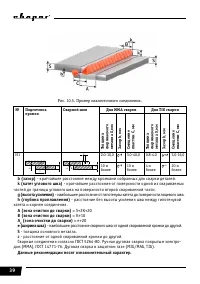
35 10. ВЫБОР РАЗДЕЛКИ КРОМОК СВАРИВАЕМОГО МЕТАЛЛА Выбор разделки кромок зависит от толщины свариваемого металла и вида соединения. Рис. 10.1. Пример стыкового соединения. № Подготовка кромок Сварной шов Для MMA сварки Для TIG сварки Толщина свариваемого металла S, мм Зазор b, мм Ширина шва e, мм Тол...
стр. 39 - - кратчайшее расстояние от поверхности одной из свариваемых
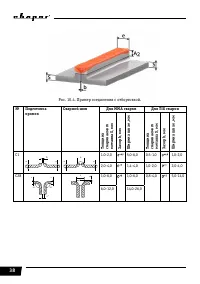
39 Рис. 10.5. Пример нахлесточного соединения. № Подготовка кромок Сварной шов Для MMA сварки Для TIG сварки Толщина свариваемого металла S, мм Зазор b, мм Смещение пластин C, мм Толщина свариваемого металла S, мм Зазор b, мм Смещение пластин C, мм Н1 s с b s k k b 2,0-10,0 3,0-40,0 0,8-4,0 3,0-16,0...
стр. 40 - ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ; сти. Специалисты должны иметь допуски к проведению таких работ.
40 11. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ ВНИМАНИЕ! Для выполнения технического обслуживания требуется обладать про- фессиональными знаниями в области электрики и знать правила техники безопасно- сти. Специалисты должны иметь допуски к проведению таких работ. ВНИМАНИЕ! Отключайте аппарат от сети при выполнени...
стр. 41 - УСТРАНЕНИЕ НЕПОЛАДОК; ществляться только квалифицированным техническим персоналом.
41 12. УСТРАНЕНИЕ НЕПОЛАДОК Внимание! Ремонт данного сварочного оборудования в случае его поломки может осу- ществляться только квалифицированным техническим персоналом. Неисправность Причина и методы устранения Сигнальная лампа не горит, нет сварочной дуги, встроенный вентилятор не работает. а) Нет...